
A SINGLE HEAD
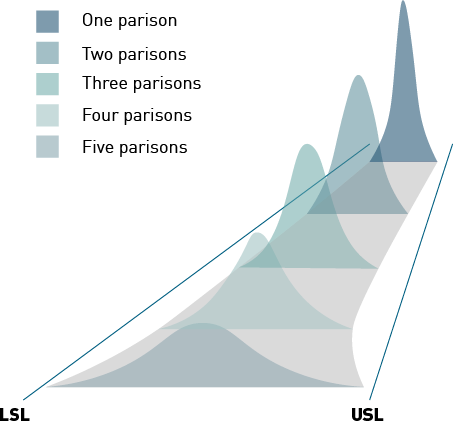
Expected CPK in the bottle's weight
- The best repeatability in weight, thickness and material distribution, resulting in less weight dispersion (CPK value).
- Parison adjustment and color change are done in minimal time, thus reducing waste material during startup.
- Head maintenance and tooling replacement are simplified minimizing the time required.
- The heating power is reduced.
- There is no electrostatic attraction between parisons.
ENERGY SAVING

Being a rotary system, the energy required to move the wheel (3-5KW) is much smaller than the energy required to drive all the parts of the moulding section of a linear machine.
- Minimum power required to move the rotary wheel (from 3 to 5 KW).
- Minimum energy required to heat the head.
- Minimal hydraulic power required for the final mould clamping (2-3KW).
Perfect for multilayer
- Uniformity and consistency, evident in the axial and radial distributions of the layers.
- Lower investment.
- Easy and precise adjustment of thickness
A single way out for containers
The unidirectional container extraction system facilitates the continuation of the line.
Independent cavities
- Easy manual operating without the need for cranes, hoists etc.
- Possibility of replacing only one mould.
- Ensuring a perfect closing for each mould.
Easy maintenance
- The machine's drive system is very intuitive and does not require much supervision.
- When reducing the number of heads and systems, reduces the maintenance to lesser pieces and so the cost is lower.
Material savings
- Minimal scrap ratio.
Neck to Neck mould
- Possibility to double the number of containers with the same amount of molds.
- Easy for co-extrusion.
Flexibillity
Possibility to manufacture containers from 70 ml up to 200ml without changing heads as well as double production options (2 bottles per mold) by the Neck to Neck option.
Minimun space required
The optimization of the space in the plant is possible thanks to the rotary machines.




